Организация производства стальных конструкций.
Дата добавления: 2014-05-20 | Просмотров: 1543
|
|
Технологический процесс изготовления стальных конструкций состоит из двух взаимосвязанных процессов - основного и вспомогательного , которые в свою очередь состоят из ряда операций / рис. 8.1 / .
Металл , поступающий на завод , разгружается на склад , где происходит процесс его приемки, сортировки , маркировки и укладки в штабеля для временного хранения . При поступлении металла в виде полуфабрикатов - заготовок они непосредственно попадают в цех для обработки . Первичная обработка металла (снятие деформаций металла после прокатки на металлургическом заводе или транспортировке , резкая швеллеров и балок на необходимую длину ) выполняется в цехе подготовки металла , оборудованном листоправильными и углоправильнимы вальцами и кулачковыми прессами .
Операции по изготовлению деталей и узлов конструкций , шаблонов и приспособлений выполняются в цехе обработки металла , что включает в себя разметочное и кузнечно - метизное отделения. Процесс обработки деталей включает различные операции по переносу с шаблона на металл очертаний и размеров деталей , механическую и кислородную резку заготовок , центровку и образования отверстий , холодный и горячий изгиб или штамповку листовой и профильной стали , строгания и фрезеровку кромок деталей для их подготовки к сварке , вторичную правку обработанных деталей. Электросварку (клепку ) отдельных деталей , узлов , сверление монтажных отверстий , маркировку , контрольный осмотр.
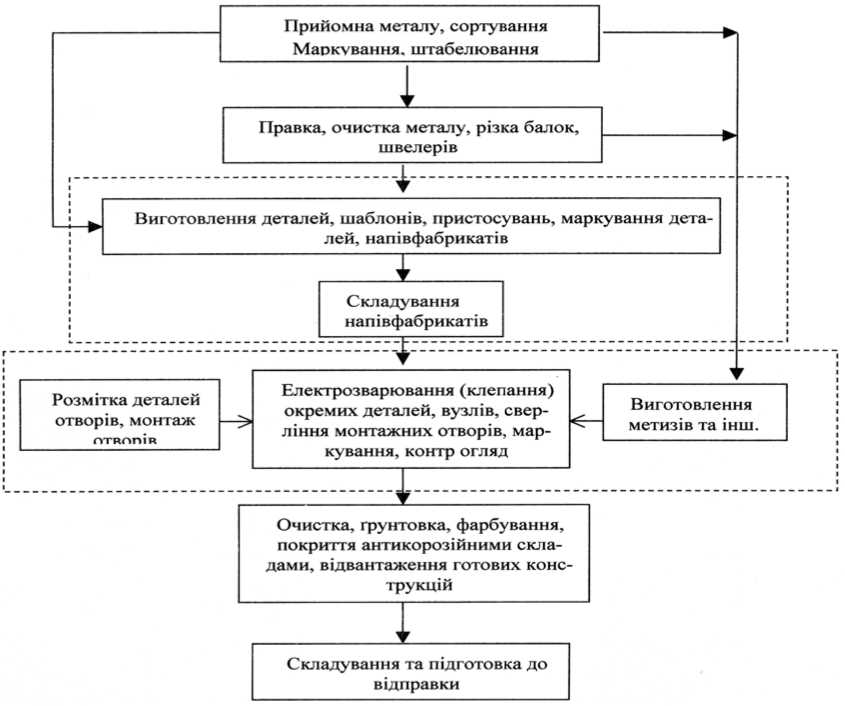
Рис . 8.2.Технологическая схема изготовления стальных конструкций для промышленных зданий.
Технологические операции по обработке деталей объединяются в зависимости от профиля проката и составляют листовой и сортовой потоки. Каждый технологический поток оснащается необходимым оборудованием и транспортными средствами . Для обработки листовых деталей применяются гильотинные и пресс - ножницы , газорежущие машины , листовыгибные и листоправильные вальцы , радиально - сверлильные , Торцово - фрезерные , кромкострогательные станки и другое оборудование. Изготовленные детали маркируются и поступают на склад полуфабрикатов . Сборка конструкций деталей , поступающих из состава полуфабрикатов , выполняется в сборочном цехе . Процесс сборки сварных конструкций предусматривает электросварку отдельных деталей и узлов , а сборка клепаных конструкций - подготовку заклепочных отверстий , клепку , фрезерование торцов элементов и опорных частей , сверления монтажных отверстий по шаблонам ( рис. 8.2 . ) .
В настоящее время наиболее распространенный метод электродуговой сварки стальных конструкций , особенно автоматической сварки под слоем флюса и полуавтоматической - в среде углекислого газа, обеспечивающий более высокую производительность при сварке конструкций различной конфигурации.
Для выполнения сварочных работ в цехах организуют специализированные участки или рабочие места. При изготовлении клепаных конструкций для подготовки отверстий под заклепки применяют ручные пневматические машинки. Клепка конструкций выполняется пневматическим или электрическим способами. Машиннная клепки по сравнению с ручной , обеспечивает более высокое качество работ , в 2 ... З раза повышает производительность труда , облегчает труд рабочих.
Сборка конструкций выполняется на стеллажах , оборудованных кондукторами , зажимами и т.п. Цех сборки имеет отдельные участки , специализирующихся на изготовление решетчатых конструкций , колонн , балок , ферм. Изготовленные конструкции маркируются , проверяются ОТК , а затем попадают в малярно- погрузочный цех для очистки от ржавчины и грязи , грунтовки , покраски или покрытия антикоррозийным составом. Готовые конструкции поступают на склад , где укладываются в штабеля.
В последние годы получили широкое применение поточные линии по обработке отдельных деталей , которые предназначены , как для выполнения нескольких операций , так и всего комплекса операций для групп деталей , одинаковых или близких по конструктивным и технологическим признакам .
Также внедрены поточные линии по сбору и сварке отдельных узлов и элементов металлических конструкций. Технологический процесс обработки деталей на поточных линиях предусматривает максимальное сокращение внутрицеховых транспортных и такелажных операций , обеспечивает перемещение , обрабатываемых деталей от одного станка к другому в заданной последовательности и ритме.
Например , при изготовлении деталей из уголков на поточных линиях трудоемкость работ по основным операциям снижается на 50-60 % , а на поточных линиях по изготовлению листовых деталей - на 45 % и на поточных линиях крупноразмерных конструкций ( балок , ферм , решетчатых колонн) - на 35-55 %. При этом значительно улучшаются условия труда рабочих и повышается качество конструкций. Эффективность текущей организации производства наиболее полно проявляется на предприятиях с узкой специализацией .