Подпрессовка древесноволокнистого ковра.
Дата добавления: 2014-06-18 | Просмотров: 1590
|
|
После вакуум-формирующей машины древесноволокнистый ковер поступает в ленточно-валковый пресс (рис. 10.4), где предварительно подпрессовывается. Пресс состоит из двух пар валков 1, 5 и регистровых валиков 2, на которые натянуты ленты 3, 4 шириной 2250 мм. Скорость движения лент регулируется в пределах 9 –  50 м/мин. Нижняя лента 4 проходит под сеткой вакуум-формирующей машины и движется со скоростью, равной скорости сетки.
50 м/мин. Нижняя лента 4 проходит под сеткой вакуум-формирующей машины и движется со скоростью, равной скорости сетки.
Верхняя часть пресса состоит из двух секций соединенных между собой шарнирно. В первой секции 6 регистровые валики 2 расположены наклонно под углом приблизительно 6° по отношению к нижним, что позволяет постепенно уплотнять уходящий в пресс ковер.
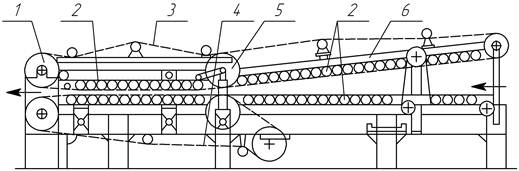
Рис. 10.4. Ленточно-валковый пресс:
1, 5 – прессовые валики; 2 – регистровые валики; 3, 4 – верхняя и нижняя лента; 6 – подвижная секция
Просвет между регистровыми валиками во входной части пресса таким образом может достигать 600 мм.
Регистровые валики 2 второй секции расположены горизонтально, параллельно нижним валикам. Расстояние между валиками регулируют в пределах 200 мм. Давление подпрессовки 0,1 – 0,15 МПа; линейное давление прессовых валков достигает 1400 Н/см. В конце второй секции зазор между лентами 3, 4 несколько увеличен, что позволяет плавно снимать давление и исключает разрушение структуры древесноволокнистого ковра.
Древесноволокнистый ковер во время подпрессовки значительно уплотняется, становясь транспортабельным. При этом высота ковра уменьшается примерно в 2,5 раза. Оценкой качества ковра служит равномерность распределения плотности ковра и состояние его кромок на следующей стадии технологического процесса – форматной обрезке.
Пилы для продольной резки 17(см. рис. 10.1) снимают кромки ковра полосой до 75 мм, при этом ширина ковра становится равной 1750 – 1980 мм. Пила для поперечной резки 19 раскраивает ковер на полотна (брикеты) заданной длины (от 5523 до 5723 мм). Для обрезки применяют дисковые пилы диаметром 750 мм. Частота вращения пил, мин-1: для продольной резки – 1420, для поперечной – 750.
Толщина древесноволокнистых полотен после первичной подпрессовки устанавливается в зависимости от толщины изготовляемых плит: для плит толщиной 6 мм – 100 мм, толщиной 8 мм – 140 мм.
Древесноволокнистые полотна толщиной свыше 120 мм не могут быть направлены в горячий гидравлический пресс из-за недостаточного просвета между плитами пресса, поэтому они еще раз подвергаются дополнительной предварительной подпрессовке в одноэтажном плитном форпрессе периодического действия.
Форпресс состоит из нижней (неподвижной) и верхней (подвижной) плит, максимальное расстояние между которыми 460 мм. Формат плит пресса 2180×5800 мм превышает размеры древесноволокнистых полотен. Цикл (время) подпрессовки составляет 20 с: загрузка-выгрузка полотна 7 с; подъем давления до максимального 7 с; сброс давления и размыкание плит 6 с. Давление подпрессовки при наибольшем размере полотна 2,5 МПа.
Выгруженное древесноволокнистое полотно из форпресса поступает на участок, где проверяют его качество. Кондиционное полотно транспортируется на околопрессовую механизацию, а бракованное в результате сигналов радиоизотопного толщиномера и металлоискателя 20 (рис. 10.1) автоматически сбрасывается в приемную воронку, дробится и удаляется пневмотранспортом.